|
|
特點
|
|
1. 新式雙刀縱向、橫向同步裁切,產速高於傳統獨立作動裁切方式
|
|
|
|
2. 基材輸送、移載系統,採薄料專用設計與材料,符合先進製程與產業趨勢
|
|
|
|
3. 全製程無需人員接觸成品,成品無人工手紋、折痕、墊傷…等人為損失。
|
|
|
|
4. 線上完成裁剪、厚度檢查、分類及交錯堆疊,大幅提昇工作效率,增進整體產能。
|
|
|
|
5. 全製程採自動化設計,減少人工使用,降低人事成本,提昇人員價值。
|
|
|
|
7. 壓制式偏心輪裁剪系統,成品無毛邊、毛刺之現象。
|
|
|
|
8. 伺服糾邊對位,有效控制成品尺寸及對角線精準度。
|
|
|
9. 靜態雷射測厚精度±2μm(停止間量測),測量厚度範圍0.05~3.2mm。
|
|
|
8. 具備MIS連線,精確統計分析,提升成品品質可靠度增進SPC、SQC能力及追蹤,即時警示系統,減少異常損失,自動歸零校正、報表列印。
|
|
規格
|
|
長度誤差L+1、-0mm(L為設定長度),對角線誤差:∣A-B∣≦1.5mm
|
|
|
A.將生産的2up板材裁切,伺服設定 |
|
B.可一開二(長邊:711~1,118㎜;寬邊:1219~1245mm) |
|
C.可一開三(長邊:609~ 728㎜ ;寬邊:1219~1245mm) |
|
|
A.1UP 9sec/1 pcs(厚度≧0.38㎜的板) |
|
B.1UP 12sec/1pcs(厚度<0.38㎜的板)
|
|
|
A.無弧型板、刮傷、折傷、氧化等設備造成的二次傷害 |
|
B.連續生產過程中,CCL剪切無毛刺、劃傷、折傷等缺陷 |
|
C.連續生產過程中,CCL抓取無變形、撕裂、油漬等缺陷 |
|
|
±2μm 靜態量測;±4μ m 動態量測,3~9 Points 自由選擇
|
|
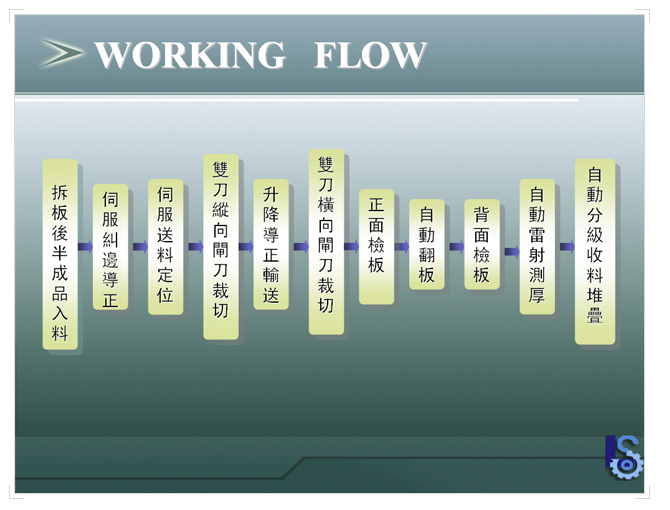
自動基板裁切系統流程圖
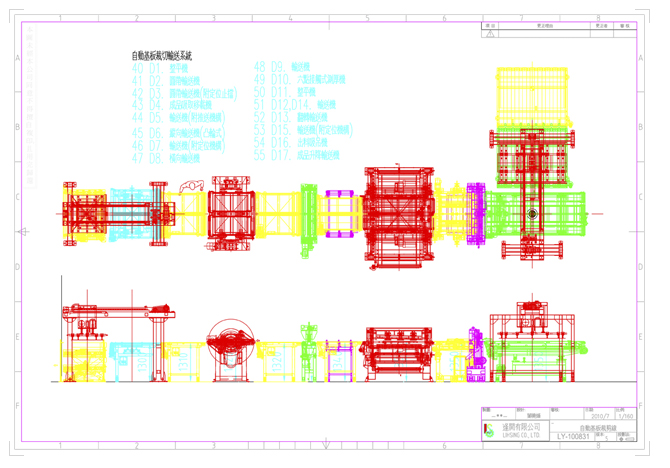
裁剪線Layout
|