產品簡介
本設備為樹酯玻璃纖維布(半固化片)之分條及裁片專用機,單一機台具有分條及裁片之功能,
同時分條、裁片與集塵動作在單機上完成。單機多功能之設計,省時便利,減少人員使用及運輸時間上的浪費,有效提高產能、產速,並提昇成品良率。
其特殊裁切機構設計,更可克服薄材(#1080,#106)裁切之困難。
特點
|
|
|
|
特殊張力控制方式,無需積料設計,由發送軸至裁刀口僅780㎜,無每卷最後約1800㎜材料之浪費
|
|
|
|
|
|
A.刀具設計為靠刀式單剪裁切,厚料(7628)、薄料(106)間隙調整,無需人員秏工秏時逐顆螺絲調整調刀;僅以控制盤上靠刀壓力旋鈕調整即可。
|
|
|
|
B.刀座強度經特殊處理,可支撐側向靠刀壓力,無變型之虞。
|
|
|
|
|
|
單剪式靠刀式設計,靠刀角度、吃刀深度、刀具間隙皆可微調補償
|
|
|
|
|
|
|
B.裁刀處另設有安全保護電眼(異物進入,立即停止運作)
|
|
|
|
C.分條刀處設有安全護罩(異物進入,立即停止運作)
|
|
|
|
|
|
上刀調整座附定位尺,定位採滑軌、滑塊+人体工學把手,調整便利、牢靠
|
|
|
|
|
|
因配置緩衝輪具設計,即便材料頻繁往覆啟動、停止,定位仍可精準控制於±1㎜
|
|
|
|
|
|
A.同時分條、裁片,較傳統先切單張,整疊收料後,再以閘刀式裁切,減少操作流程與人員使用及運輸時間上的浪費,有效提高產能、產速
|
|
|
|
B. 由於為單張分條、裁切;異於閘刀式裁切,若尺寸定位異常,報廢為單張,非成疊材料
|
|
|
|
|
|
]卷裝材料放料時,往往有曲翹狀況(尤其包覆角較大時,尤為嚴重),逢開於路徑上,特殊設計,避免發送因卷曲,導致卡料異常,避免材料浪費與人員排除所浪費時間
|
|
|
|
|
|
一、邊料卷取機構,附左右卷取氣脹軸,輕鬆完成收取邊料之動作 (邊料卷取為選購)
|
|
|
|
|
|
|
|
基材放料採伺服引取+自動張力控制,確保裁切精度於±1㎜內
|
|
|
|
|
|
人體工學設計,作業人員不須隨成品高度調整作業方式,不易造成作業人員腰酸背痛(可選購自動昇降功能)
|
|
|
|
|
|
發送、引取與裁切機構設計為外置式,異於傳統設計,材料上方無傳動機構,無油漬汙染PP之虞(裁刀昇降機構可選購設計為外置式,根除滑軌、滑塊受PP粉屑汙染而損壞之隱患)
|
|
|
|
|
|
高靜壓特殊集塵機構,分條、裁切後有效除去粉塵,降低成品及環境污染,且附調節風門,以調節集塵風量 (預留特殊設計之HOPA供業主接集塵設備,集塵設備為選購)
|
|
|
|
|
|
一、PLC+Touch Panel人機介面,數位化圖控系統操作容易
|
|
|
|
|
規格
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
採SKH-2高速鋼材質,2片組合式設計,硬度HRC64゜精密研磨,刀具壽命長,且容易換刀
|
|
|
|
|
|
|
一、採空壓昇降,側向靠刀方式,吃刀深度可微調
|
|
|
二、上刀片採SKH-2材質,並經鍍鈦表面處理,硬度HRC 64度以上,耐磨耗,壽命提高5倍以上
|
|
|
|
|
|
|
氣缸作動型式 (亦可選購凸輪作動型式)
SKH2高速鋼材質、刀座橫梁支撐、側向靠刀
|
|
|
|
|
|
|
一、採無縫鋼管製作,經表面研磨,鍍硬鉻0.2 m/m,經由精密研磨,且附量錶,可微調。
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
二、採氣壓式鋁合金氣漲軸,質輕易上料,不須另備套袋或手工具,鬆緊手動閥控制快速收、下料
|
|
|
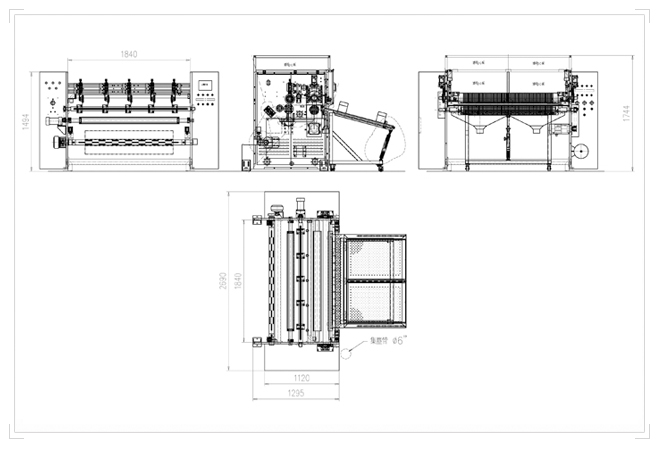
PP分條裁切機 layout